
TM 5-3820-241-34
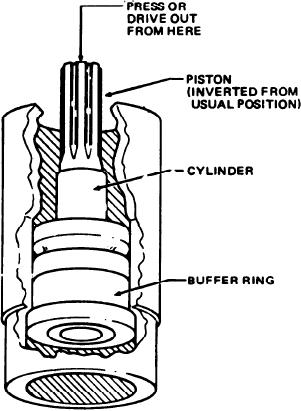
and piston, and allows the piston to strike the
buffer ring with considerable impact, and often
breaking the the piston.
(b) Check the piston, cylinder, or buffer
ring for excessive wear by applying the cushion
test. This is accomplished by dropping the free
piston in the cylinder. The piston should bounce
or cushion on the air trapped between the piston
head and buffer ring. If the piston strikes the
buffer ring hard, the piston, cylinder lining or
buffer ring is defective and worn beyond safe
limits and they must be replaced.
(2) Piston Striking Face.
(a) Inspect the piston striking face to
make sure it is not chipped or cupped excessively.
A defective piston will damage every striking bar
with which it comes in contact. A stripped or
damaged striking bar will quickly spoil a good
piston.
(b) If the piston striking face damage has
not progressed so far, it can be repaired. If the
piston has never been reground, the striking face
must be squared up and flattened by careful
grinding. Perform the grinding operation slowly
to avoid overheating and annealing of the hard-
ME 3820-241-34/5-10
ened cast. Do not grind off more than 1/16-in. of
metal.
Figure 5-10. Removing buffer ring assembly.
(3) Rifle Nut and Chuck.
5-11. Drifter Drill Cleaning, Inspection and
(a) Inspect the raffle bar for a good fit in
Repair
the rifle nut, allowable wear depends to some
extent on drilling conditions. Lock the rifle nut
a. General. The drill engine should be
when you can slide a 1/8-in. shim between the
d i s a s s e m b l e d for cleaning and inspection at
flutes when these parts are engaged.
regular intervals, short of time when breakdown
(b) Inspect the splines in the chuck nut for
may occur. Because of varied operation con-
excessive wear. The piston bears on the splines in
ditions, inspection periods cannot be determined.
the chuck nut in the direction of rotation only, so
They can only be arrived at with accumulated
more nut wear can be tolerated. Replace the chuck
experience of the user, until safe cleaning and
nut if wear exceeds 1/2 the thickness of the
inspection intervals can be established. Drills in
splines.
d a i l y service must be returned to direct and
(4) Chuck Parts.
general support maintenance for disassembly,
(a) Inspect the chuck and chuck bushing
inspection and repair as required. In addition a
for excessive wear. When the chuck or bushing is
routine inspection for signs of excessive wear,
worn, alignment of the drill with the striking bar
scoring, broken or cracked parts must be made.
cannot be maintained. It will also cause chipping
b. Cleaning.
of the piston or striking bar and may shear off or
(1) Clean all p a r t s except O-rings with
cleaning solvent (Fed Spec PD 680) and dry
punch the air tube.
(b) Replace a c h u c k bushing if worn
thoroughly.
oversize or bell-mounted.
(2) Discard and replace all O-rings and seals.
(5) Motor Vanes.
c. Inspection and Repair.
(a) Inspect the motor vanes for excessive
(1) Buffer R i n g Cylinder and Piston.
wear. If the laminations show any sign of
(a) The most frequent reason for poor drill
separating, discard and replace with an complete
performance is that the piston, cylinder or buffer
new set.
ring lining have worn to such an extent that the
( b ) Inspect the sides of the vanes for
clearance between then has increased beyond the
indication of excessive milling. When a maximum
allowable wear l i m i t s . Excessive clearance
of 1/8-in. of the original vane width is worn away,
destroys the air cushion between the buffer ring